液压折弯机模具在使用过程中有时会出现冲头断裂的情况,如果不能及时处理解决,会影响折弯机的正常使用,下面由专业液压折弯机生产厂家山东威力重工为您介绍一下液压折弯机模具冲头容易断裂的原因及解决方法:
首先我们需要了解一下什么是冲头?
冲头也叫凸模、上模、阳模、冲针等。冲头是安装在冲压模具上的金属零件,应用于与材料的直接接触,使材料发生形变、裁切材料。模具冲头一般采用高速钢和钨钢等作为材质,有高速钢冲头和钨钢冲头等。
关于冲压加工方式:
安装在压力机上的模具装配了模具冲头之后直接与材料(金属或非金属)接触,使材料发生分离或塑性变形,从而获得所需的零件。冲压是在室温下,利用安装在压力机上的模具冲针对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
液压折弯机模具冲头容易断裂的原因及解决方法介绍:
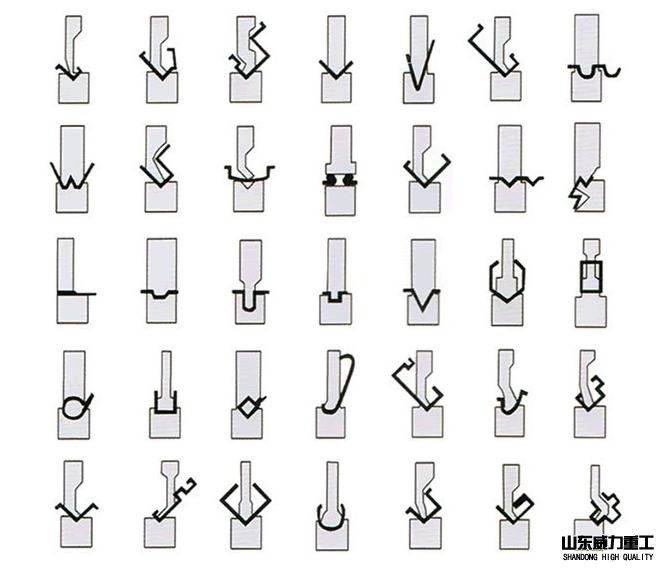
1.闭合高度过低,冲头切入刀口部位过长 调整闭合高度,使冲头刀口合适的长度。
2.材料定位不当,造成冲孔冲头切单边,因受力不均断裂,调整定位或送料装置。
3.下模废料堵死刀口,造成冲头断,重新钻大落料孔,使落料顺畅。
4.冲头的固定部位(夹板)与导向部位(打板)偏移, 修配或重新线割入块使冲头上下顺畅。
5.打板导向不良,造成冲头单边受力 重新修配打板间隙。
6.冲头固定不好,上下窜动 重新固定冲头使之不能上下窜动。冲头刀口太短,与打板干, 重换冲头,增长刀口部分长度。
7.液压折弯机模具没调到位造成角度误差导致尺寸偏 调整闭合高度不良或角度差不良。
8.冲头硬度过高,冲头材质不对 更换冲头材质,调整热处理硬度 或且更换冲头材质。
9.冲头过细,过长,折弯尺寸,强度不, 重新换冲头类型。
10.材料厚度偏差引起角度不良导致尺寸偏差, 确定料厚,换材料或重新调整间隙。
11.间隙不合理,引起角度不良和尺寸偏差,修配间隙。
12.弹力不够造成角度不良导致尺寸偏差 换弹簧。
13.材质不符合要求造成角度不良导致尺寸偏差 换材料或重新调整间隙。
14.折刀高度不够,折弯冲头合入折刀太短 增加折刀高度,造成角度不良多,使折弯冲头尽可能合入折刀部位。
15.折弯时速度太快,造成折弯根部变形 调整速比控,选择合理转速。



